


机器视觉系统在GDX2包装机组中的应用
1系统组成
机器视觉系统一般包括光源、镜头、CCD照相机、图像处理单元(或图像采集卡)、图像处理软件、监视器、通讯(或输入输出)单元等。视觉系统的输出不是图像视频信号,而是经过处理后的图像数字信号。上位机和PLC实时获得检测结果后,通过运动系统或输入输出系统执行相应控制动作。视觉系统可分为基于PC系统和基于PLC系统。在基于PLC系统中,视觉作用更象一个智能化的传感器,图像处理单元独立于系统,通过串行总线和I/O与PLC交换数据,系统硬件利用嵌入式计算机进行图像处理,系统软件固化在图像处理器中,通过键盘对监视器中的菜单进行配置,或在计算机上开发软件后下载。基于PLC的机器视觉系统具有集成化、小型化的特点基于PC的机器视觉系统中,由CCD摄像头采集检测对象的图像,经过数据采集卡转换成数字图像,输入计算机进行处理。该系统具有简单、可靠、开发周期短等特点。
2系统应用
在烟草行业自动化生产中,涉及到各种各样的质量检查等,如烟支钢印位置和产品包装缺陷(诸如破损、翘边、缺盖、露白、反包、包装错位、包装材料印刷错误)的检测等。这些高速、重复的工作若依靠人工进行检测,检验合格率就得不到保证。为解决外观质量的检测问题,曾使用过接触式电感应检测装置,但由于其本身的局限性,卷烟包装成形过程中的质量检测问题未能得到解决。因此,为提高卷烟的外观质量,机器视觉系统开始应用于烟草行业,成为视觉测量的理想方案。本文以基于PC系统为例,介绍了机器视觉系统在GDX2包装机组小盒外观检测中的具体应用及其效果。
2.1系统硬件组成
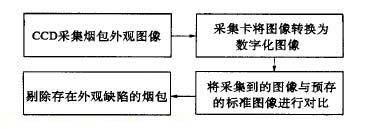
系统硬件结构如图1所示。该系统采用NI(美国国家仪器)公司的PCI1409图像采集卡采集烟包外观图像。由CCD摄像头采集的图像,经过数据采集卡转换成数字化图像输入计算机,应用程序将采集到的图像与预存的标准图像进行对比、判断,并通过相应的控制系统将存在外观缺陷的烟包从设备剔除口剔除(图2)。
图1基于PC的机器视觉系统组成
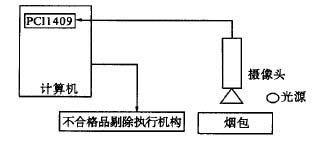
图2基于PC的机器视觉系统检测流程
2.2系统图像分析处理
(1)系统照明。照明是进行图像处理和分析的重要外部条件之一,该系统选用了FOSTEC可调试光源20750.2,稳定可靠,有利于图像采集。
(2)检测信号的同步。为保证检测信号的同步,增设了检测同步传感器,安装在机器背后的机械转轮上(图3),可用于烟包检测和残次烟包的剔除。
图3检测信号的同步
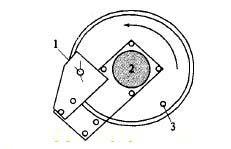
1.CCD同步传感器2.轴编码器3.CCD同步检测块
(3)系统软件的构成。该系统使用了LabVIEW、I2MAQVision和IMAQVisionAssistant等开发软件。Lab2VIEW的数据流式编程、IMAQVision强大的图像处理能力以及IMAQVisionAssistant的代码自动生成功能,不仅缩短了系统的开发周期,也降低了成本。
(4)图像特征比较算法。利用IMAQSubtract函数将实时烟包图像与标准图像相减两次,可得到表示两个图像明暗程度主要区别的参数值。利用IMAQAdd函数将两个参数叠加成一幅图像,IMAQThreshold函数产生一个二值图像,由IMAQRemoveParticle函数对图像进行处理。另一种方法是用IMAQBCGLookup函数替代IMAQThreshold函数,利用IMAQGrayMorphology函数对图像进行处理,该方法由于没有转换为二值图像,可以使最终产生的图像粒子更加连贯。根据最终产生图像可以判断被检测烟包是否属于残次烟包。
(5)残次烟包的剔除。如图4所示,检测系统利用机器原有的双垛烟包剔除装置对残次烟包进行剔除。
图4检测传感器及剔除位置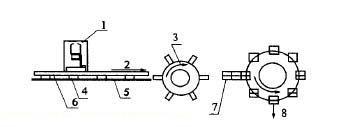
1.检测传感组件2.烟包运行方向3.小包外包透明纸包装成形4.被检测烟包5烟包输送带6有机玻璃盖7烟包堆垛8残次烟垛剔除口
3应用效果
GDX2包装机组安装了机器视觉系统后,存在包装缺陷的烟包(如烟盒破损、缺盖、露白、反包、包装错位等)均在残次烟垛剔除口被自动剔除。据市场质量反馈统计,系统安装前1个月内,有关烟包外观质量问题收到市场反馈3次共8包(小盒缺盖、包装错位等),系统安装后3个月内,未接到一起烟包外观质量问题反馈。
机器视觉系统应用于GDX2包装机组,保证了高速、自动化卷烟包装生产的顺利进行,提高了卷烟的外观质量,而且还易于实现信息集成,为企业实施计算机集成制造提供了技术基础。同时,视觉系统的检测数据可以帮助管理部门及时发现设备、材料等方面的潜在问题,有利于提升卷烟企业的总体管理水平。




 投诉建议
投诉建议
提交

自动装箱机器人

纺织企业全厂管理解决方案 ——MES系统在业内的应用
通过紧密集成机器视觉和运动控制系统实现准确性和灵活性
机器视觉在智能交通领域中的应用
特种工件螺丝紧固专用设备